- Novinky
- Produkty
- Průmyslová odvětví
- Firma
- Servis
- Kontakt
Stále více výrobců práškových barev se zabývají technologickým řešením Prášek v prášku. Tato nová metoda nanášení nabízí spoustu výhod, stanovuje však vysoké požadavky na aplikační techniku a formulaci práškové barvy.
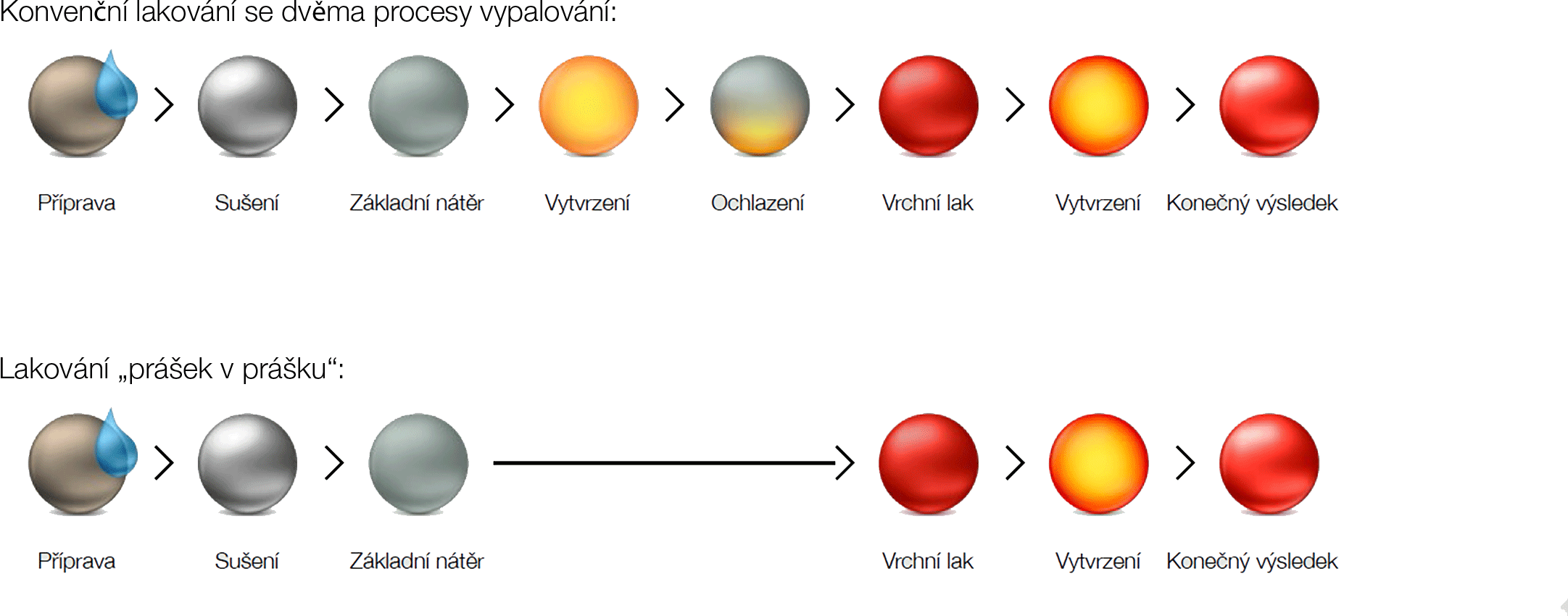
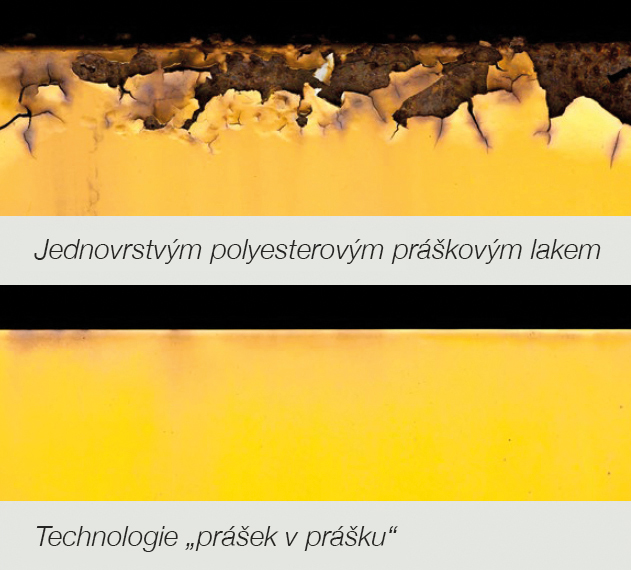
Technologie Prášek v prášku nabízí přednosti: úsporou jednoho vypalovacího a ochlazovacího procesu dochází ke snížení spotřeby energie a času ve výrobě, takže se zvýší produktivita práce. Touto metodou se také snižují investiční a údržbové náklady, protože je možné ušetřit jak na dopravní technice, tak na peci a chladící zóně a tudíž je potřeba méně výrobní plochy. Kromě toho nabízí metoda Prášek v prášku vyšší antikorozní ochranu ve srovnání s jednovrstvým práškem. Uplatnění nalezne tato technologie především při lakování masívních stavebních a zemědělských strojů. Zde je nárůst produktivity a úspora energie eliminací jednoho vypálení a ochlazení nejvyšší.
Co se týká aplikačního zařízení, měl by se ideálně prášek nabíjet bez přebytku náboje. Zde je velmi důležité dbát na správné uzemnění lakovaných dílců. Příliš vysoký náboj základu a/nebo horního prášku vede k odpudivým efektům, které způsobí vzájemné promíchání obou vrstev.
Množství vzduchu přiváděného do pistole by mělo být co možná nejmenší („jemný oblak“), jinak může dojít při nanášení horního laku k odfouknutí základu a tím pádem k promíchání vrstev. Zvláště u aplikace Tribo je nutné dbát na shodné podmínky lakování. Aplikace Prášek v prášku může probíhat čtyřmi různými způsoby.
Protože se shodně nabité částice odpuzují, dá se vyvozovat, že by se zde protichůdný náboj základu a horního prášku uplatnil. Avšak právě opak je pravdou: v praxi se prosadil právě shodný náboj. U protikladného náboje se může oddělení horní vrstvy se základovým práškem snadno udržet, dochází však pak zase k efektu vybijení, protože protichůdné náboje se kupí. To vede ke snížení primární přilnavosti základového prášku na podklad a tak zesílení rizika odloupnutí.
Tribo nástavec Master má oproti běžné tribo pistoli následující přednosti:
Mezi základem a horním lakem by neměl být velký rozdíl ve velikosti zrnek, aby se minimalizoval efekt promíchání při nástřiku horní vrstvy. Propojení vrstev zabraňuje pohybu základu na povrchu, čímž by se negativně ovlivnila odolnost na světlo. Dále se tímto způsobem výrazně zlepší vzájemná přilnavost při vypalování.
Základ a horní lak se musí při nabíjení chovat stejně: základ musí mít vysoký potenciál nabíjecí schopnosti, aby měl vysoký stupeň schopnosti oddělovat se a přitom se neodloupl z podkladu.
Současně by měl mít vysoký stupeň schopnosti se oddělit ale neodloupnout se a nepromíchat se při lakování. Chování náboje musí být nastaveno formulací prášků. Zároveň však volba pojiva, pigmentů, plničů a aditiv má na chování náboje výrazný vliv a musí exaktně souznít s daným procesem.
 Základ by měl vykazovat pokud možno vysokou antikorozní ochranu hlavně na hranách. Proto musí být krytí hran základu zlepšené tím, že se sníží schopnost rozlivu. Má-li základ příliš dobrý rozliv, steče horní lak ve fázi tavení spolu se základem z hran. Při použití základu s velmi dobrým krytím hran by neměla být tloušťka základu příliš vysoká – max. 80 µm, jinak se rozliv zásadně zhorší. Takto se aplikační okno při použití základu se silnými krycími vlastnostmi hran zúží, což se v praxi u komplexních stavebních dílů těžko dodržuje. Zde platí zvolit kompromis mezi rozlivem a krytím hran. Aby se zabránilo tvorbě koroze na hranách, musí být hrany lakovaných dílců dodatečně dostatečně mechanicky opracované nebo otryskané.
Základ by měl vykazovat pokud možno vysokou antikorozní ochranu hlavně na hranách. Proto musí být krytí hran základu zlepšené tím, že se sníží schopnost rozlivu. Má-li základ příliš dobrý rozliv, steče horní lak ve fázi tavení spolu se základem z hran. Při použití základu s velmi dobrým krytím hran by neměla být tloušťka základu příliš vysoká – max. 80 µm, jinak se rozliv zásadně zhorší. Takto se aplikační okno při použití základu se silnými krycími vlastnostmi hran zúží, což se v praxi u komplexních stavebních dílů těžko dodržuje. Zde platí zvolit kompromis mezi rozlivem a krytím hran. Aby se zabránilo tvorbě koroze na hranách, musí být hrany lakovaných dílců dodatečně dostatečně mechanicky opracované nebo otryskané.
Tak jako u aplikační techniky, tak i u skladby laku pozorujeme v závislosti na výrobci práškové barvy a zpracovateli různá řešení. Abychom mohli provést vizuální kontrolu tloušťky, musí mít základ a horní lak rozdílnou barvu. To pak znamená, že horní lak nesmí být z principu provozován v oběhu/cirkulaci, protože při lakování horní vrstvy by se do prášku vnesl základ a ten by způsobil v horním laku barevné tečky. Při stejném odstínu základu a horního laku se v případě epoxidového nebo hybridního základu i přesto musí u horního laku lakovat na ztrátu, neboť se odolnost na vliv světla zanesením základu významně zhorší.
Tato ekonomická nevýhoda se musí při propočtu zvýšení produktivity a energetických úspor zohlednit, aby se v jednotlivých případech použití rozhodlo, zda je použití technologie Prášek v prášku smysluplné. Takže zpracovávat horní lak ve stejném odstínu jako základ v oběhu/cirkulaci je možné pouze ve skladbě polyester/polyester, protože efekt promíchání není viditelný.
Technologie Prášek v prášku slibuje je u masívních stavebních dílů velmi mnoho a bude nacházet na trhu stále více uživatelů. Úspěšné použití této inovativní technologie podmiňuje přesné sladění lakovacího procesu s použitým práškovým systémem. Vývoj odpovídajícího práškového systému se ze strany vývojářů opírá o maximální souhru jednotlivých surovin a jejich vliv na průběh lakování. Zbývá než vyčkat, která aplikační technika a systém prášku se prosadí a které nové uživatelské obory se připojí.
Další informace k technologii Prášek v prášku



